以下是:黔东南市锦屏县异型管、异型管生产厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 异型管、异型管供应范围覆盖贵州省、黔东南市、锦屏县、凯里市、黄平县、施秉县、三穗县、镇远县、岑巩县、天柱县、剑河县、黎平县、榕江县、从江县、雷山县、麻江县、丹寨县等区域。 【福仕达】业务覆盖多领域场景,主营镇远球墨铸铁管出货快、榕江球墨铸铁管欢迎来电询价等产品服务。异型管、异型管生产厂家,福仕达金属材料(黔东南市锦屏县分公司)为您提供异型管、异型管生产厂家的资讯,联系人:李经理,电话:【18762195566】、【18762195566】。 贵州省,黔东南苗族侗族自治州,锦屏县 锦屏县下辖15个乡镇,205个行政村,4个社区委员会,1个居民委员会,1483村民小组。根据第七次人口普查数据,截至2020年11月1日零时,锦屏县常住人口为155182人。
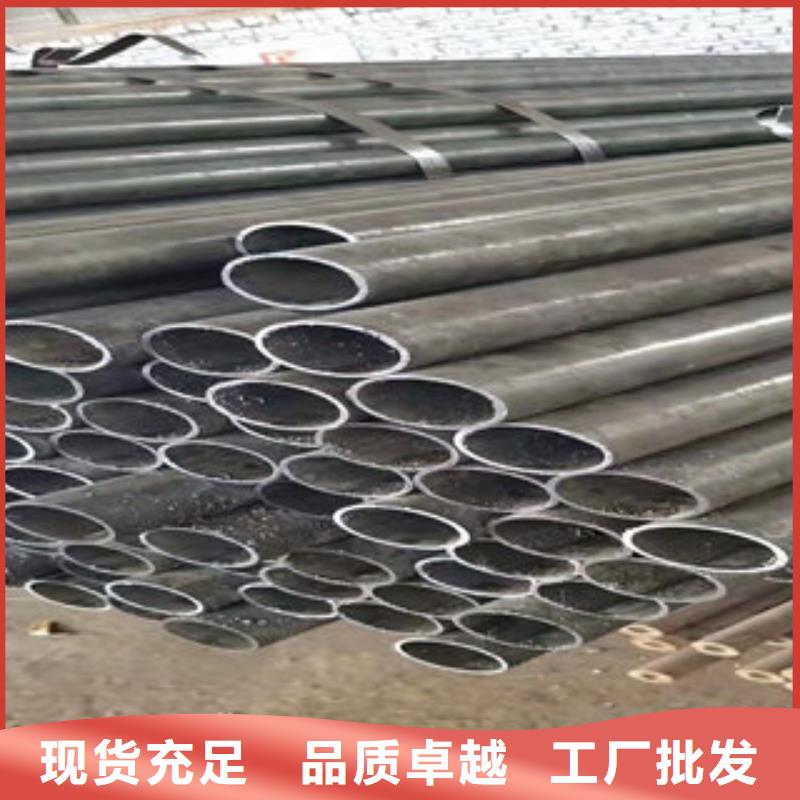
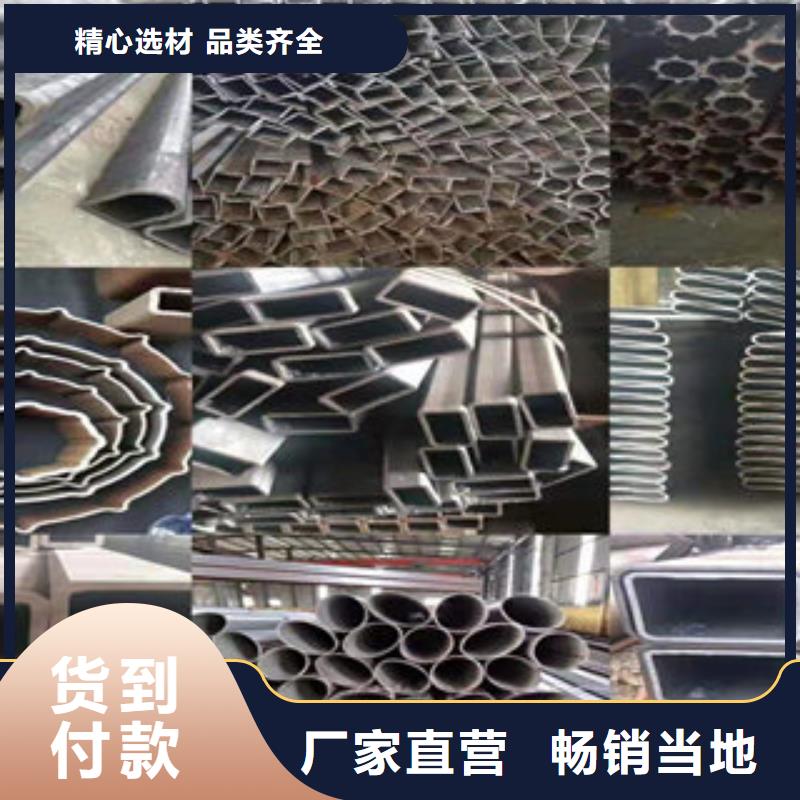
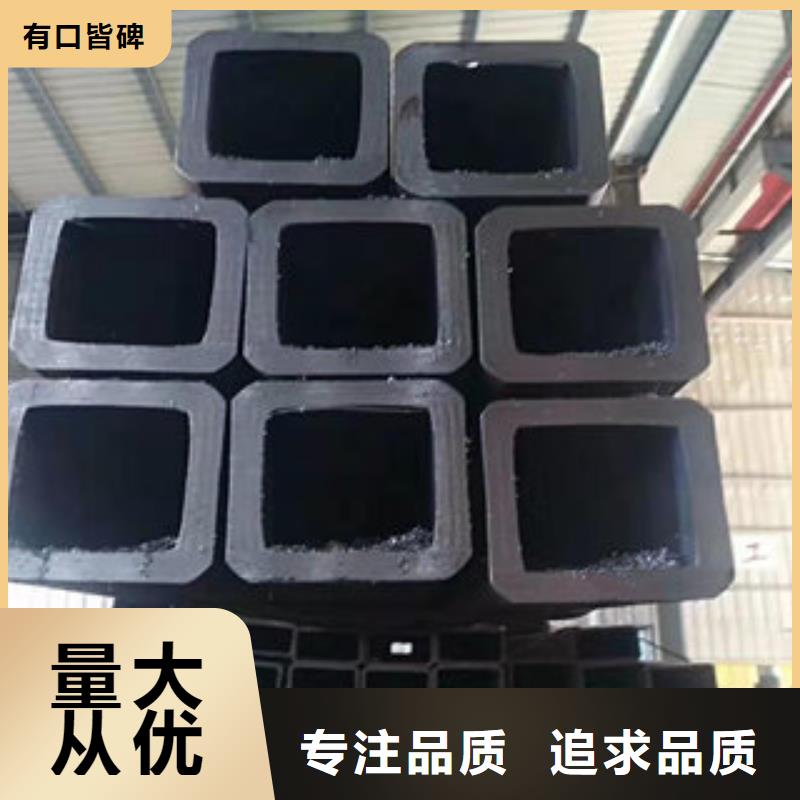
无论您是初次接触还是已经熟悉,我们的异型管、异型管生产厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。以下是:黔东南锦屏异型管、异型管生产厂家的图文介绍
椭圆管的火焰切割操作要点:1。预热要透,起割要慢。由于钢棒的表面往往具有不同程度的氧化皮(生锈),加上又是在弧状表面上预热,割炬不能摆动,因而火焰热量的热损失较严重,短时间内难以使氧化皮加热到熔点,这就阻碍了氧和铁的燃烧反应,故起割困... 公司生产方钢和圆钢的钢坯车间,为提高生产率和降低成本,采用无孔型轧辊(平辊)进行轧制方法,取得成效。 钢铁联合企业采用连铸设备对降低生产成本效果极大,故实现以连铸为中心的生 圆钢的火焰切割操作,应注意以下两点:1。预热要透,起割要慢。由于钢棒的表面往往具有不同程度的氧化皮(生锈),加上又是在弧状表面上预热,割炬不能摆动,因而火焰热量的热损失较严重,短时间内难以使氧化皮加热到熔点,这就阻碍了氧和铁的燃烧反应,故起割困难。公司生产方钢和圆钢的钢坯车间,为提高生产率和降低成本,采用无孔型轧辊(平辊)进行轧制方法,取得成效。
焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
黔东南锦屏福仕达金属材料有限公司常年备有大量的 球墨铸铁管现货库存,规格全,公司坚持以人为本,以“学习、分享、感恩、正直、尊重、责任”为企业价值观。先进的设备、科学的规范化管理、严格的质保体系、高素质的核心团队是公司核心竞争力。相信黔东南锦屏福仕达金属材料有限公司是值得信赖的合作伙伴,公司将继续在“为满足客户需求而精益求精”的使命指导下,如既往地为广大客户提供优质、及时、完善的服务。
直缝异型管成形可以采用方法:(一)辊弯成形这种方法是在辊弯机上经过几道工序后,钢板被弯成开口管,开口边缘不变形仍是直的。随后开口管被送到边缘弯曲机上,板的两个边缘被连续滚弯成形。这种方法的特点是适应性强,对中等生产量来说经济性好,但是其生产异型管的小直径和壁厚受到限制。(二)逐渐折弯成形由于需要用控轧板在冷态下成形以制作特别厚的钢管,这种方法具有高的成形精度和施加压力,所以用来制作海洋工业用厚壁异型管。这种方法的特点是针对高强度和厚壁钢管,它既适用于小直径,也适用于大直径,因此它可以制造于干线管和海洋结构用管。系统设备费用低、适应性强、经济性好,即使小批量生产,也可降低费用。
椭圆钢管冲压技术在汽车领域中也获得了较大的发展。汽车零件冲压生产容易出现起皱、开裂问题,相关的成因及控制措施是:1、起皱与叠料 起皱是困扰冲压生产重要也是困难的问题之一。起皱缺陷将引起很多不良后果,严重时还会形成叠料。起皱会对零件的外观表面产生严重的影响,尤其表现在涂装后,严重的起皱会使零件无法返修,导致该零件报废。原因:板料冲压过程中材料流动不平衡,产生挤压而无法吸收。解决思路:均衡板料流动速度。解决办法:⑴烧焊增高拉延筋,增大板料流动阻力;⑵对起皱部分做强压处理,减小该处型面间隙;⑶改变拉延筋形状,如将圆筋改为方筋,或者改变拉延筋大小;⑷增加落料件尺寸,增大压边圈的作用。生产临时措施:⑴增大压机压边力;⑵在相关处垫胶带;⑶调整平衡块,减少局部平衡块垫片,增加局部板料流动阻力。2、开裂与伤线(缩颈)开裂一般在新模具或者板料调试时出现,椭圆钢管开裂直接导致零件的报废,伤线为零件将要出现开裂的极限表现,经过涂装烘烤以后,材料应力释放,依然有可能导致零件开裂,因此,在冲压生产过程中必须杜绝成品件的伤线。 原因:因板料流动过于顺畅,冲压过程中板料拉伸变形程度超过材料本身的延展率要求,导致冲压件开裂。解决思路:改善板料流动速度。解决办法:⑴烧焊降低拉延筋,减少板料走料阻力;⑵改善型面光洁度;⑶增加刺破刀,增加局部板料流动供应量;⑷改变拉延筋形状(图7);⑸减小板料边尺寸。生产临时措施:⑴在椭圆钢管开裂或伤线处涂抹润滑油;⑵适当减小压边力;⑶调整平衡块,增加局部平衡块垫片,减小局部板料流动阻力。
在黔东南市锦屏县本地采买异型管、异型管生产厂家到福仕达金属材料(黔东南市锦屏县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【18762195566】。















